Direktno rovingiranje za namotavanje filamenta



Direktno rovingiranje za namotavanje filamenta
Direktni roving za namotavanje filamenta kompatibilan je sa nezasićenim poliesterom, poliuretanom, vinil esterom, epoksidom i fenolnim smolama.
Karakteristike
●Dobre procesne performanse i nizak nivo zamućenosti
●Kompatibilnost sa više sistema smola
●Dobra mehanička svojstva
●Potpuno i brzo vlaženje
●Odlična otpornost na koroziju uzrokovanu kiselinama

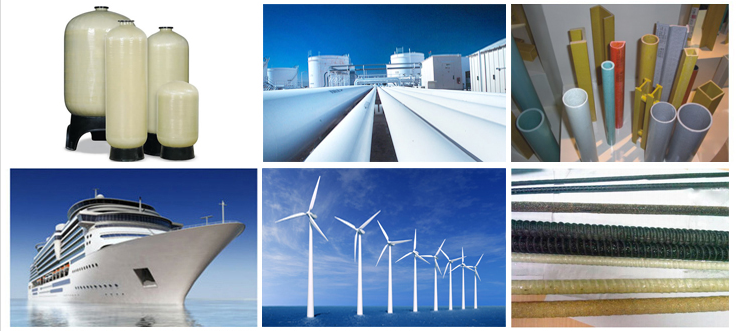
Primjena
Glavne upotrebe uključuju proizvodnju FRP cijevi različitih promjera, cijevi visokog pritiska za prenos nafte, posuda pod pritiskom, rezervoara za skladištenje i izolacijskih materijala kao što su elektroinstalacije i izolacijske cijevi.
Lista proizvoda
| Stavka | Linearna gustoća | Kompatibilnost sa smolom | Karakteristike | Krajnja upotreba |
| BHFW-01D | 1200, 2000, 2400 | EP | Kompatibilan s epoksidnom smolom, dizajniran za proces namotavanja filamenta pod visokim naponom | koristi se kao armatura za proizvodnju cijevi visokog pritiska za transport nafte |
| BHFW-02D | 2000. godine | Poliuretan | Kompatibilan s epoksidnom smolom, dizajniran za proces namotavanja filamenta pod visokim naponom | Koristi se za proizvodnju uslužnih šipki |
| BHFW-03D | 200-9600 | UP,VE,EP | Kompatibilno sa smolama; Nisko raspadanje; Superiorna svojstva obrade; Visoka mehanička čvrstoća kompozitnog proizvoda | Koristi se za proizvodnju rezervoara za skladištenje i FRP cijevi srednjeg pritiska za prenos vode i hemijsku koroziju |
| BHFW-04D | 1200.2400 | EP | Odlična električna svojstva | Koristi se za proizvodnju šupljih izolacijskih cijevi |
| BHFW-05D | 200-9600 | UP,VE,EP | Kompatibilan sa smolama; Odlična mehanička svojstva kompozitnog proizvoda | Koristi se za proizvodnju FRP cijevi i rezervoara otpornih na normalan pritisak |
| BHFW-06D | 735 | GORE, VE, GORE | Odlične procesne performanse; Odlična otpornost na hemijsku koroziju, kao što je korozija uzrokovana sirovom naftom i gasom H2S itd.; Odlična otpornost na abraziju | Dizajniran za namotavanje RTP (armaturnih termoplastičnih cijevi) filamenta koji zahtijevaju otpornost na kiseline i otpornost na abraziju. Pogodan je za primjenu u cjevovodnim sistemima koji se mogu namotavati. |
| BHFW-07D | 300-2400 | EP | Kompatibilno s epoksidnom smolom; Niska dlačica; Dizajnirano za proces namotavanja niti pod niskim naponom | Koristi se kao ojačanje posuda pod pritiskom i FRP cijevi otpornih na visoki i srednji pritisak za prijenos vode |
| Identifikacija | |||||||
| Vrsta stakla | E | ||||||
| Direktno rovingiranje | R | ||||||
| Prečnik filamenta, μm | 13 | 16 | 17 | 17 | 22 | 24 | 31 |
| Linearna gustoća, tex | 300 | 200 400 | 600 735 | 1100 1200 | 2200 | 2400 4800 | 9600 |
| Tehnički parametri | |||
| Linearna gustoća (%) | Sadržaj vlage (%) | Sadržaj veličine (%) | Prelomna čvrstoća (N/Tex) |
| ISO1889 | ISO3344 | ISO1887 | IS03341 |
| ±5 | ≤0,10 | 0,55±0,15 | ≥0,40 |
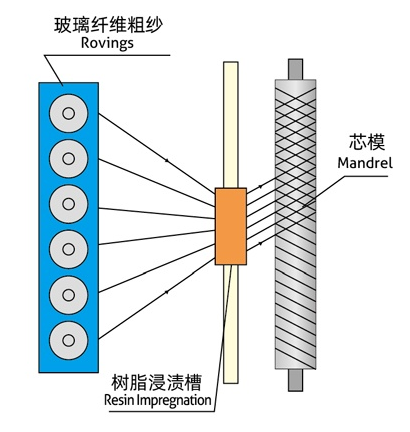
Proces namotavanja filamenta
Tradicionalno namotavanje filamenta
U procesu namotavanja filamenta, kontinuirane niti staklenih vlakana impregniranih smolom se namotavaju pod zatezanjem na trn u preciznim geometrijskim uzorcima kako bi se izgradio dio koji se zatim stvrdnjava kako bi se formirali gotovi dijelovi.
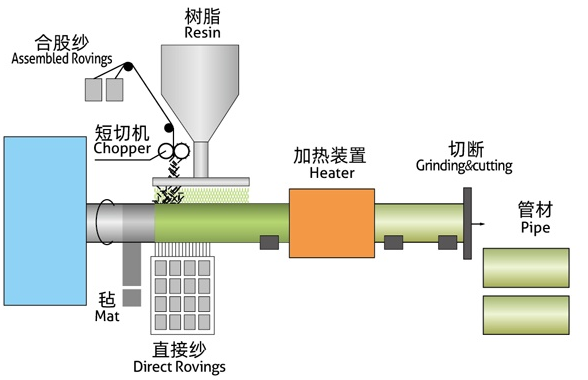
Kontinuirano namotavanje filamenta
Višestruki slojevi laminata, sastavljeni od smole, ojačavajućeg stakla i drugih materijala, nanose se na rotirajući trn, koji je formiran od kontinuirane čelične trake koja se kontinuirano kreće u obliku vretena. Kompozitni dio se zagrijava i stvrdnjava na mjestu dok se trn kreće kroz liniju, a zatim se reže na određenu dužinu pokretnom pilom za rezanje.